+86-13606279128
 English
EnglishViews: 312 Author: Site Editor Publish Time: 2021-10-13 Origin: Site








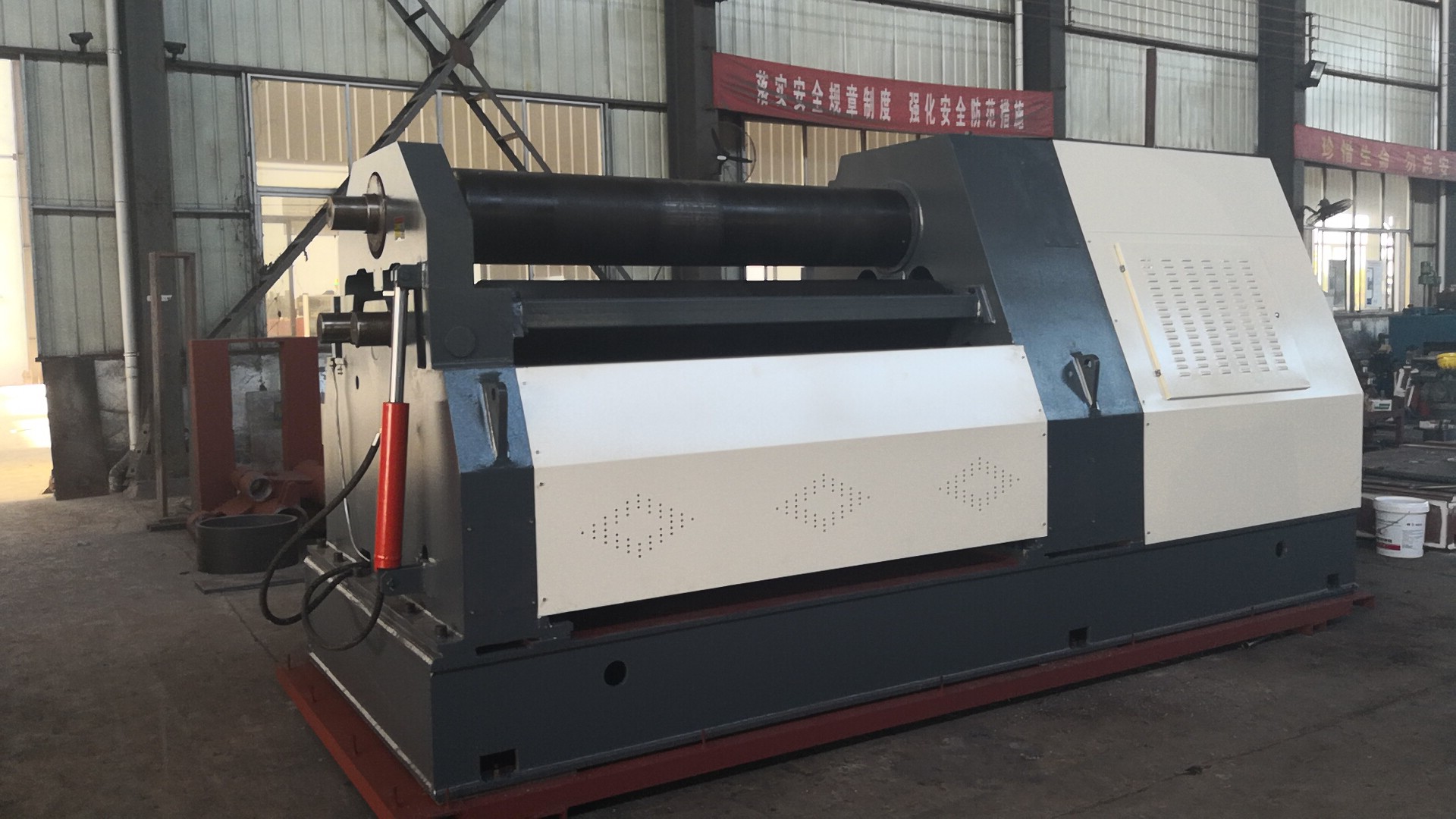
The roll bending machine is a fully automatic tool that helps industrial raw materials such as steel to be rolled into suitable production. The following will give a brief introduction to the roll bending machine.
Which of the following methods is there for the wheel blocking method of the roll bending machine?
What should be paid attention to during the operation of the roll bending machine?
What are the precautions for using the roll bending machine?
(1) A stop wheel is arranged on the upper roll on the overturned side: the stop wheel is installed on the transition section between the upper roller body and the upper roll overturn side bearing through axial and radial bearings, and a part of the stop wheel is inserted into the overturning frame The stop wheel is restricted from rotating with the upper roller. The stop wheel is generally in contact with the side of the small head of the roll bending machine, and the rotary motion of the fan-shaped steel plate around a vertical line passing through a certain point on the generatrix is mainly realized by the friction between the stop wheel and the side of the roll bending machine. This method is suitable for roll bending machines with small plate thickness, large taper, and small head diameter.
(2) Stop wheels are arranged on the lower roll on the overturned side: the stop wheels are arranged on the two lower roller bearing seats on the overturned side, and the stop wheels are directly and firmly connected to the upper part of the lower roller bearing seat. The principle of action is the same as that of the first method, which is suitable for roll bending machines with a larger taper and smaller head diameter, and the plate thickness is larger than that of the first method.
(3) Set stop wheels on the frame on the overturned side: the stop wheels are bolted to the frame on the overturned side of the four-roller bending machine, and the upper plane of the stop wheels is slightly higher than the lower bus bar of the upper roller.
(4) Set stop wheels on the overturning frame: Install stop wheels on the overturning frame and both sides of the upper roller, and set short sliding keys between the overturning frame and the frame.
In the elimination of the fault, the system alarms, and the hardware of the roll bending machine position loop is faulty. Use the coiling machine oscilloscope to find out that there is an interference signal, and use the method of connecting the capacitor to filter it out in the circuit to make the roll bending machine system work normally. If it is revealed that the rolling machine system cannot return to the reference point, use the rolling machine oscilloscope to check whether there is a zero mark electronic pulse. If there is no conceivable problem, the survey system is destroyed.
1. After checking the interface signal of the roll bending machine tool control system with the programmable bending machine control device, and comparing it with the accurate signal of the interface manual, the corresponding fault point can also be found.
2. When the programmable controller fails, the broken end is memorized in the form of an interrupt stack. Using the plate bending machine programmer, the interrupt stack and block stack can be adjusted when the system is in a stopped state, and the faults can be checked according to the cause of the instructions. This is the most commonly used effective and quick method in the maintenance of programmable roll bending machines
The roll bending machine can roll the metal sheet into cylindrical, arc, sector, cone, and other workpieces, so it has been widely welcomed. ChaoLi Company has been focused on the study and research on the rolling and bending machines for several years. We will try their best to satisfy every client’s need for the product.